Lesson 4 Surface Grinders
Word List
| 1.) associated | related to, going along with, put together with. e.g., “Freedom” is an idea that is often associated with the United States of America. |
| 2.) blotter | a piece of paper that is spongy and able to absorb liquid or to form a cushion. e.g., Blotter paper, often used to soak up spilled liquid, is used to cushion the fit of a grinding wheel. |
| 3.) to clear | to not be in the way of a moving object. e.g., My car cleared the railroad crossing just before the train came. |
| 4.) to crack | to break partially, without falling apart; to make a crack. e.g., The Liberty Bell, in Philadelphia, is badly cracked. |
| 5.) flange | a projecting rim or collar on a wheel or pipe to hold it in place or give it strength. e.g., The grinding wheel has two flanges that hold it in place on the adapter. |
| 6.) hydraulic | operated by the pressure created when a liquid is forced through a tube. e.g., Automobiles have a hydraulic brake system in which foot pressure is transferred to the brakes. |
| 7.) mallet | a hammer whose head is made of wood. e.g., Jack tapped the grinding stone with a mallet to see if it would ring. |
| 8.) nozzle | a device at the end of a hose by which a stream of liquid can be controlled and directed. e.g., Chin positioned the nozzle so that coolant sprayed onto the workpiece |
| 9.) to reverse | to change and go in the opposite direction. e.g. To grind a surface, the sliding table must go one way and then reverse its direction. |
| 10.) to ring | to give out a clear vibrating sound, like a bell. e.g., When Oscar tapped the grinding wheel with his mallet, it rang very clearly. |
| 11.) to settle | to sink to the bottom of a liquid. e.g., When we made apple juice at home, we waited for the small pieces of apple to settle. |
| 12.) sump | a space, located at the bottom of a system, into which liquid can drain. e.g., After the coolant is sprayed on the workpiece it drains down into the sump. |
Spelling
Word Find
SURFACE GRINDERS
- The Purpose of Surface Grinders: As the names indicates, a surface grinder is used to grind flat surfaces, to remove the last .010 to .030 inch of material and to put a final finish on the part.
- The Main Parts of the Surface Grinder:
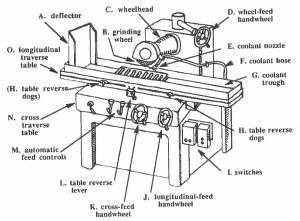
Here are the main parts of a surface grinder:
Base: The base is made of heavy cast iron. In some models, it houses the wheelhead motor, the hydraulic power feed unit, and the coolant system.
i.) Hydraulic power feed unit: A hydraulic system is one which transmits power through liquid-filled lines; the most well-known hydraulic system is the one that operates the brakes in an automobile. In a grinding machine, the hydraulic system uses a motor, a pump, and tubing to operate the automatic feed systems.
ii.) Coolant system: This system has a pump and a pump motor for supplying coolant, through a coolant hose, to a coolant nozzle where coolant is sprayed onto the point of contact between the grinding wheel and the work. The used coolant runs into the coolant trough and is returned, through another hose to the sump (storage tank) where metal pieces, ground from the work, settle to the bottom and are not recirculated.
The longitudinal traverse table: This table, sometimes called the sliding table, moves longitudinally, in the same direction as the spin 0f the grinding wheel and back in the opposite direction. This back and forth motion of the table is made possible by a table reverse lever. This lever, mounted in a stationary position, has two pins which stick out into the pathway of two table reverse dogs which are attached to the sliding table. As the table moves longitudinally, the first table dog will hit the lever pin and change the direction of the table movement. When the moving table brings the other dog to the stationary lever, the other lever pin is hit by this second dog, and the direction is again changed. This back and forth movement is called reciprocating motion, so a third name for the table is a reciprocating table. The distance of the reciprocating strokes can be lengthened or shortened by the positioning of the two dogs which are secured in T-slots on the front side of the longitudinal traverse table.
The top of this sliding table has T-slots to which various work holding devices can be fastened. We will see more about these a little later in this lesson.
The traverse of this table can be operated by hand with the use of the longitudinal feed handwheel or by automatic feed controls.
At the end of the table is a deflector; it is a shield to protect other people in the room from metal grindings, flying parts, or a broken grinding wheel. all of these could be thrown into the room with great force without the protection of a deflector.
Cross traverse table: This second table is located under the reciprocating table. The cross traverse table moves in toward the column and out away from the column in a direction parallel to the the axis of the grinding wheel spindle. 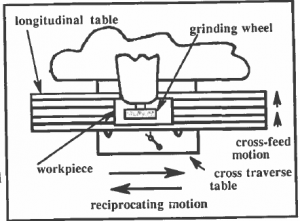
The movement of the cross traverse table happens at the end of each reciprocating stroke, so that the word is fed a little further into the wheel before the next longitudinal traverse.
The longitudinal table is mounted on top of the cross traverse table, so that when the cross traverse table moves, the longitudinal table (and the work) moves with it.
It is important that the grinding wheel clears the end of the work before the cross traverse is made; that means that the machinist must be careful to set the table reverse dogs in the correct positions. The total possible distance of cross traverse on shop machines is usually 12 inches or less.
The cross feed is controlled by the cross feed handwheel or by the automatic feed controls.
Wheelhead: The wheelhead contains another motor which drives the spindle and the grinding wheel. Various sizes, shapes, and kinds of grinding wheels can be fitted into the spindle.
The wheelhead provides a third kind of feed: wheelfeed or down feed. This is the movement of the whole wheelhead (including the grinding wheel down into the work. This downward motion is usually controlled by hand and can be as fine as 0.0001 inch. The machinist uses the wheel-feed handwheel to control the down feed.
Summary of how the surface grinder works:
Material is removed from the surface of the workpiece by the cutting edges of the abrasive material in the grinding wheel.
There are three motions which bring the work into contact with the grinding wheel’s cutting surface:
- the work is moved back and forth longitudinally by the reciprocating motion of the longitudinal traverse table;
- the work is moved in toward the column or back out, by the motion of the cross traverse table, at the end of each reciprocating stroke;
- the grinding wheel moves down into the work when the wheel head is moved down by the use of the wheel-feed handwheel.
PRACTICE WHAT YOU’VE LEARNED!
Identify Four Main Parts
Comprehension Check
Spelling
Matching
Spelling from missing letters
Parts Identification
ADDITIONAL READING IN THE TEXTBOOK
Reading Skill: SEQUENCE
In many technical fields, including machine shop work, text books will give a procedure for some operation. In the text, the procedure will be explained in several numbered steps, also the steps must be done in the correct order, one step after another. When you read and understand the individual steps and the order in which they happen, you are learning a SEQUENCE. The skill of learning sequence by reading will be important for you, because there are many procedures in machine shop work that you will need to learn.
Open the textbook to page 592. Read the procedure for “Mounting a Grinding Wheel.” Then fill in the blanks in the steps given below.
Conversation Practice:
Situation: Beatriz and Bill, two machine shop students, are talking in the shop.
Bill: I want to learn how to mount a grinding wheel. Bea, will you show me?
Bea: Sure, Bill. Which wheel are you going to use?
Bill: That white one made of aluminum oxide.
Bea: Okay. The first thing we need to do is to ring test that wheel. We hang it up like this. I take this wooden mallet and tap it a couple of times.
Bill: Oh, yeah. I hear it ringing.
Bea: Yes, that ringing sound tells us that the wheel is not cracked.
Bill: What’s next?
Bea: Well, now we need to mount the wheel on an adapter. Here’s one that should fit. We clean it up a little–get the dust and old chips off.
Bill: Now I guess we put the adapter through the hole.
Bea: Before we do that, we put a paper blotter on each side. That’s going to give us a tight fit, without cracking the wheel.
Bill: Now I’ll put the blotters on each side and thread the arbor through the wheel.
Bea: Before we tighten the flanges, we check to see that their diameter is at least one-third the diameter of the wheel–that will give us a good hold.
Bill: Now I tighten the flanges.
Bea: Yes, but go easy–you don’t want to tighten them too much.
Bill: Thanks a lot, Bea. You really helped me.
*************************************************************************
Word List
| 1.) conductor | a metal through which electricity or magnetic lines of force can flow. e.g., Copper is a good conductor of electricity. |
| 2.) convenient | easy to use. e.g., The magnetic chuck is a convenient way to hold work on the table for grinding. |
| 3.) to convert | to change from doing things one way to doing them another way. e.g., When you use a magnetic chuck adapter, the large pole spacing is converted to more narrow spacing. |
| 4.) to distort | to twist or bend to a shape that is not wanted. e.g., Extreme heat can distort the shape of a workpiece when it’s being ground. Related Word = distortion. |
| 5.) ferrous metals | metals which contain iron. e.g., Cast iron, steel, and alloys of iron are ferrous metals that will stick to a magnet. |
| 6.) grid | a framework of parallel bars. e.g., Under the surface of the magnetic chuck, there is a grid containing many parallel magnetic bars. |
| 7.) layer | a single thickness or coat of some material. e.g., The adapter plate is made of alternating layers of brass and steel. |
| 8.) lamination | several layers of material, fastened on top of each other. e.g., Magnetic chuck blocks have laminations which are alternating layers of steel and brass. |
| 9.) loop | the circle-like shape that is formed when a line turns back to cross itself. e.g., Look at the figure on the right; it is a picture of a loop. |
| 10.) to neutralize | to destroy the effect or power of something. e.g., The American war planes were able to neutralize the enemy’s big planes. |
| 11.) non-ferrous metals | metals which are not made of iron and will not stick to a magnet. e.g., Copper, aluminum, brass, silver, gold, and lead are non-ferrous metals. |
| 12.) out of line | not in a straight line; not lined up in a row. e.g., When the handle is off, the pole pieces and the conductor bars are out of line. |
| 13.) residual | concerning what is left over. e.g., Sometimes residual magnetism is left in a piece of iron after the magnet is turned off. |
| 14.) underneath | beneath, below, under. e.g., The bank robbers left the money underneath the floorboards of the old school. |
Vocabulary Practice
WORK-HOLDING DEVICES (for the Surface Grinder)
There are a variety of devices for holding work on the sliding table of a surface grinder: (1) the work can be bolted directly to the table, using the T-slots in the table’s surface; (2) V-blocks or a vise can be used, as we already learned in our study of the milling machine; (3) a magnetic chuck is another method.–let’s take a moment to learn more about the magnetic chuck.
The magnetic chuck is bolted to the surface of the table; it then provides a surface to which workpieces can be attached by the power of magnetism. Strong magnets, just under the surface of the magnetic chuck, will tightly hold any workpiece which contains iron. The non-ferrous metals, like copper and aluminum, will not stick to the magnetic chuck. The workpiece (and the surface of the magnetic chuck) must be free of any burrs and dirt that would put a space between the work and the chuck. The hold will not be tight, if there is a space between the two; the deflector might be needed if the wheel is brought down onto a workpiece which is not well-held; then the work might go flying at the touch of the spinning wheel.
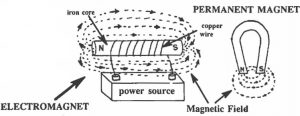
There are two kinds of magnetic chucks; that is because there are two sources of magnetic power: (1) electromagnets, made by wrapping an iron core with turns of insulated copper wire and hooking them up to a power source; and (2) permanent magnets, made from iron that has been permanently magnetized. An electromagnetic chuck can be turned on and off by switching the power to the electromagnets on and off. The power of the permanent magnet can be redirected underneath the surface of the chuck, so that it does not reach up above the surface to hold the workpiece.
When a magnet is operating, it has invisible lines of magnetic force which come out of one end (the north poIe) and circle the magnet to enter at the other end (the south pole). These lines of force (or lines of flux) are called the magnetic field.
Comprehension Check
ADDITIONAL READING IN THE TEXTBOOK
Reading Skill: READING TEXT WITH PICTURES
(It has been said that one picture is worth a thousand words. That’s often true in machine shop work — pictures are very important, e.g., the machinist depends on clear, accurate blueprints to make correct parts. A good picture in the textbook will often help you to understand the words that you’re reading. So be careful when reading the text, to look at the pictures that go with what is written.)
Read the textbook from the bottom of p. 593 over to the bottom of p. 595. Be sure to look at the drawings and the photograph; they are each given a figure number.
