G00, G01
Code Practice
This chapter supports Lesson 3, pages 2-3.
OBJECTIVE
After completing this unit, you should be able to:
- recognize rapid position motion
- identify why rapid positioning motion is used
- recognize linear interpolation motion
- identify why linear interpolation motion is used
G00 and G01 do not start a machine move. These two codes tell the machine how to move once the position or destination of the next point has been coded.
GOO Rapid move to a point. (not necessarily in a straight line)
G00 (“G zero zero”) tells the machine to move as quickly as possible to a given point. The G00 command is modal, so any coordinates of positions that follow will be rapid until a different G-code changes the command. G00 specifies how to get to the destination point. For this code, rapid.
HINT: It is usually a good idea to pull the Z up to a safe distance before executing a G00, since the path is not a straight line.
Also, never rapid to or from a position too close to the workpiece. Leave some room for lead-ins and lead-outs.
Be aware of the decimal point!
G00 needs the coordinates of the point. The code takes X, Y, Z, A, and B coordinates. A and B are for rotary axes. We’ll learn about those in the next class. We are only using X, Y, and Z coordinates for this class. Each of these axes is optional.
G00 does not need a feed rate. It is the machine maximum. G00 gets the tool close to its position for cutting. G00 is a code for a positioning command.
Example:
Assume the machine is currently at X0.0 Y0.0 and G90 is enabled. The code example follows.
G0 X3.0 Y1.0
The toolpath will look like this:
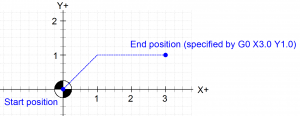
In the above tool path, the computer has calculated that the fastest way to get to the point is by moving diagonally. Then moving straight on the X.
This diagonal movement where the tool travels along X and Y at the same time, so it looks like an angular line, is called an interpolated move or interpolated motion.
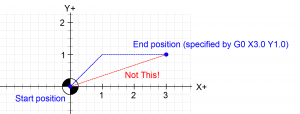
Don’t make the mistake of thinking the path looks like the one shown below in red! This is a crash waiting to happen.
The above example assumes milling, for turning, the only difference is the interpretation of the coordinate system.
G01 Linear move at a specified feed rate.
It can cut in a single axis, or using multiple axes.
It is a modal command, so any coordinates that follow it will be treated as linear move destinations or distances (see G90/G91) until another command cancels it (such as a G00 or G02).
G1 is usually used to cut a straight line. Be sure you know about speeds, feeds and depth of cut before you select the cutting parameters.
G01 is a cutting command. It needs a feed rate. The “F” code sets the feed rate. The number for F values go to three decimal places, e.g., #.###.
If “F” is not present in the code block and has not been set by another feed command earlier in the program, most machines will throw an error.
Once a G01 is started all programmed axes will move and reach the destination at the same time.
Example:
Assume G90, G20 and G94 have been set and the machine is currently at X0.0 Y0.0 Z0.0. The code example follows.
G01 X3.0 Y1.0 F8.000;
The toolpath will look like this:
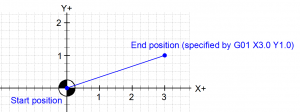
The cutting tool will move at 8 inches per minute.
Linear Motion is Straight Line Motion:
G-Code is about motion, and the most common kind of motion found in part programs is straight line or linear motion. Motion is another one of those things in G-Code that is modal. You tell the controller what kind of motion you’d like with a G-Code. It remembers to always make that kind of motion until you tell it to change using another G-Code.
G00 for Fast Positioning ; Rapids Motion as fast as your machine will go. Used to move the cutter through air to the next position it will be cutting.
G01 for Slower Cutting Motion; Feed Motion slower is for cutting. G01 needs a feed rate. Feed rate set by “F” code.
F-word = “F” as in “Feed rate”.
Specifying Linear Motion With X, Y, and Z:
Specifying G00 or G01 does not cause any motion to happen–they merely tell the controller what type of motion is expected when you finally tell it where to move to. For actual motion you need to specify a destination using the X, Y, and Z words. To move to the part zero, we might issue a command like this:
G00 X0 Y0 Z0 Or use G01 if you want to go slower G01 X0 Y0 Z0 F4.000
Questions
Adapted from “CNC G Code: G01 or G02” by , ManufacturingET is licensed under CC BY-SA 4.0
