16 Making a Sand Casting
Sand casting, also known as sand molded casting, is a metal casting process characterized by using sand — known as casting sand — as the mold material. The term “sand casting” can also refer to an object produced via the sand casting process. Sand castings are produced in specialized factories called foundries. In 2003, over 60% of all metal castings were produced via sand casting.
Molds made of sand are relatively cheap, and sufficiently refractory even for steel foundry use. In addition to the sand, a suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened, typically with water, but sometimes with other substances, to develop the strength and plasticity of the clay and to make the aggregate suitable for molding. The sand is typically contained in a system of frames or mold boxes known as a flask. The mold cavities and gate system are created by compacting the sand around models called patterns, by carving directly into the sand, or via 3D printing.
Basic process
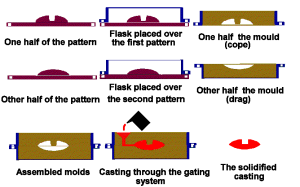
There are five steps in this process:
- Place a pattern in sand to create a mold.
- Incorporate the pattern and sand in a gating system. Remove the pattern.
- Fill the mold cavity with molten metal.
- Allow the metal to cool.
- Break away the sand mold and remove the casting.
Sand castings are the most common type of castings, and are used to make brass, aluminum. cast iron, and cast steel parts. Sand castings have the largest amount of draft, radii, mismatch, and surface roughness, compared to the other types of castings.
The typical draft angle for cast iron is 6 degrees, or about 1/8” of taper for every foot of length.
The steps in making a sand casting are as follows:
1. A pattern is made in the shape of the finished part
2. The pattern is packed into boxes with wet sand on either side that has been moistened with water and/or resin
3. The boxes are split, the pattern is removed, and the sand is dried. The pattern will then be reused to make the next mold.
4. The two boxes are put together (using alignment pins) to form a mold
5. Molten metal is poured into the mold down a sprue, filling the cavity, and allowed to cool and solidify
6. The sand mold is broken, and sand cleaned away from the metal part
7. The sprue, riser, and vent holes are trimmed off leaving the part ready to be machined. The riser (or group of risers) provides excess metal to compensate for shrinkage when the metal cools and hardens. Vent holes are used to allow air to escape.
Video
Watch this 3:50 video Sand Casting Molds – Overview of Casting Technology by Academic Gain Tutorials
Derived from Sand casting – Wikipedia available and accessed August 3, 2024, and The Virtual Machine Shop available and accessed at http://www.jjjtrain.com/vms/eng_castings/eng_castings_03.html via the WayBack Machine internet archive 16 January 2024.
